Mantenimiento y calibración de Centrífugas. Asegurando la calidad de nuestros procesos
Cuando efectuamos el proceso de centrifugado, ¿Estamos seguros de la fuerza centrípeta que se le aplica a la muestra? ¿Con qué nivel de seguridad puedo decir que apliqué la velocidad correcta para mi proceso? Para que la respuesta a estas dos preguntas sea asertiva, debemos valernos de herramientas que lo posibiliten. De ahí, surge la necesidad de calibrar al equipo y asegurar su correcto mantenimiento para que los resultados sean repetibles a lo largo del tiempo.
¿En qué consiste una calibración?
Según la definición del VIM (Vocabulario Internacional de Metrología): “Operación que bajo condiciones especificadas establece, en una primera etapa, una relación entre los valores y sus incertidumbres de medida asociadas obtenidas a partir de los patrones de medida y las correspondientes indicaciones con sus incertidumbres asociadas y, en una segunda etapa, se vale esta información para obtener un resultado de medida a partir de una indicación.”
Esto implica, en el caso de las centrífugas, establecer una relación entre lo que marca el tacómetro de la centrífuga y la indicación de un tacómetro patrón trazable a patrones internacionales. Luego podemos utilizar estos datos para darle trazabilidad a la medición del equipo y poder establecer su calidad (incertidumbre).
¿De qué se trata la incertidumbre?
Cuando mi centrífuga marca, por ejemplo, 3500 RPM. ¿En realidad gira a dicha velocidad? ¿Va más lento? ¿Más rápido? ¿Cuán seguro estoy de mi respuesta? La respuesta es “no lo sé”, pero gracias a tener el equipo calibrado, puedo dar una respuesta con determinada probabilidad de estar en lo cierto y, cuanto más grande sea el intervalo de confianza, más probable será dicha certeza. El intervalo en que puede encontrarse mi respuesta, junto con la función de probabilidad asociada que me marca cuan desviada puede estar la indicación del equipo de la realidad, es lo que llamamos incertidumbre.
Según la GUM (Guide to the Expression of Uncertainty in Measurement), la incertidumbre es el parámetro asociado al resultado de una medida, que caracteriza la dispersión de los valores que razonablemente pueden ser atribuidos al mensurando.
Una medida sin una indicación cuantitativa de la calidad del resultado es inservible. Esta indicación es lo que denominaremos incertidumbre. La palabra “incertidumbre” significa duda, duda sobre la validez del resultado de una medida, y refleja la imposibilidad de conocer exactamente el valor del mensurando.
La incertidumbre se expresa a través de un intervalo de confianza, con una distribución de probabilidad asociada a este.
Funciones de probabilidad asociadas más comunes ligadas a la incertidumbre.
Función Normal
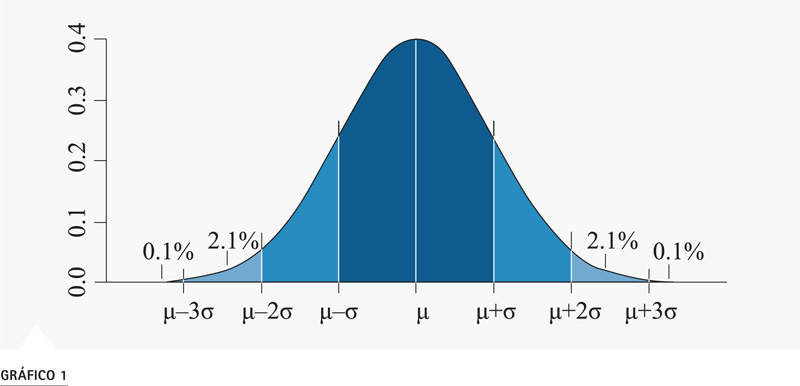
Es la función de probabilidad más común, ya que la suma de ensayos aleatorios tiende a ella, y es la que nos encontraremos al sumar varianzas con diferentes distribuciones, por lo cual aparecerá al expandir la incertidumbre como suma cuadrática. Nótese que es asintótica al eje de coordenadas, por lo que la probabilidad tenderá al 100 % cuando aumentemos el intervalo de confianza, pero nunca llegará a la certeza absoluta. Cuando trabajamos con una distribución normal se establece un factor de cobertura K. Puede observarse en el gráfico que con un K=1 la probabilidad de estar dentro del intervalo será de , porcentaje que puede considerarse bajo para la certeza de una medición. Por ello se utiliza normalmente K=2 lo cual nos dará un área bajo la curva de .
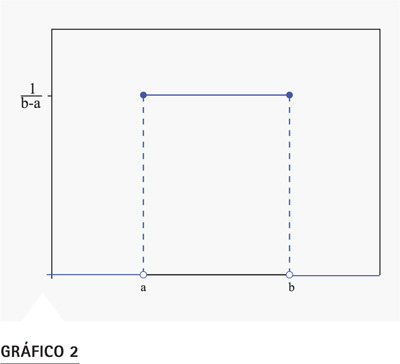
Función rectangular o uniforme continúa
Cuando la probabilidad es equiprobable en todo el intervalo definido para la incertidumbre, la distribución será rectangular. El área bajo el gráfico será igual a 1 (100 %) y fuera de los intervalos la probabilidad será igual a 0. Esta distribución es típica de la resolución del instrumento, y de las tolerancias por lote (si está dentro de la especificación, se acepta si no, se descarta).
Tipos de incertidumbre
Tipo A
La evaluación tipo A de la incertidumbre se utiliza cuando se realizan varias observaciones independientes entre sí de la magnitud medida bajo las mismas condiciones. La incertidumbre surge de cuantificar la dispersión de las mediciones obtenidas.
Tipo B
No depende de resultados estadísticos producto de repetir las mediciones, sino de información disponible acerca de la variación de la indicación del instrumento. Para ello, nos valemos de herramientas tales como: resultados de medidas anteriores, la experiencia y el conocimiento general del proceso, las especificaciones del fabricante y los datos suministrados por certificados de calibración.
¿Cuál es la incertidumbre de la velocidad de la centrífuga?
Si el equipo no está calibrado y no disponemos de alguna especificación garantizada por el fabricante, no hay manera de conocer la incertidumbre de la velocidad. El desconocimiento de la incertidumbre no implica que esta sea igual a cero, sino al contrario, la incertidumbre es total, ya que no puedo acotarla. Cuanto más acotada sea la incertidumbre, mejor va a ser la calidad de mi proceso ya que tendré mayor seguridad acerca del valor de la variable controlada.
Las principales contribuciones a la incertidumbre del tacómetro digital de una centrífuga están dadas por:
Resolución del tacómetro:
![]()
Incertidumbre proveniente del certificado de calibración:
![]()
Para el cálculo de la incertidumbre tipo A debemos tomar varias mediciones de la indicación -con 10 mediciones el comportamiento ya se aproximará a una distribución normal- por lo que podremos calcular su media aritmética y su desvío estándar experimental.
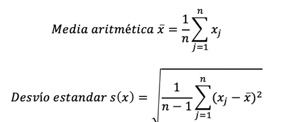
Finalmente, la incertidumbre tipo A vendrá dada por el desvío estándar de la media experimental:
Sumando las incertidumbres en forma cuadrática y expandiendo con un factor de cobertura igual a 2 tendré:
Agregando la cifra de corrección informada en el certificado de calibración el valor de velocidad será:

Donde Vi es valor indicado, CC es la cifra de corrección aportada por el certificado de calibración, y es la incertidumbre expandida.
Esta es la forma correcta de expresar la velocidad: mediante un intervalo.
La calibración nos permite poder acotar una incertidumbre a la medición de velocidad.
Es como una foto instantánea del estado del equipo en un momento dado, por lo que, para poder asegurar resultados, la misma se debe hacer de forma periódica permitiendo visualizar el estado del equipo a través del tiempo y asegurando su correcto funcionamiento.
Marcelo Terrizzano, Responsable Técnico de Zelian SA, indica: “Es importante además de la calibración realizarle el mantenimiento preventivo, chequeando y reemplazando todas las partes sometidas a desgaste, de esa manera, asegurar su correcto funcionamiento y la estabilidad a lo largo del tiempo. Además, un mantenimiento preventivo periódico evita paradas inesperadas del equipo reduciendo la pérdida de productividad que ello provoca, mejora la calidad del proceso y da seguridad al usuario. Luego de darle mantenimiento a un equipo, siempre se lo debe calibrar, ya que se cambiaron las condiciones del instrumento.” SIC.
Las centrífugas y todos los equipos que involucren procesos críticos en el laboratorio deben contar con planes de mantenimiento y calibración. El cronograma anual es lo único que permitirá asegurar el funcionamiento correcto e ininterrumpido de nuestro laboratorio, asegurando así la calidad de nuestros procesos.